硬質クロムめっきの特性
弊社の得意分野
処理可能な大きさ・重さなど
部分めっき(マスキング処理)
厚めっき
修復・再生
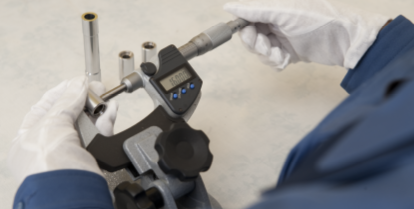
精度管理(検査)
剥離処理
硬質クロムめっきのメカニズム
クロムめっきと硬質クロムめっきの違い
めっき技術情報(電気めっきの表示方法)